However, collecting precise data alone does not ensure process stability or product quality.
In many cases, manufacturers rely on pass/fail inspection without fully utilizing the generated measurement data. As a result, opportunities to detect trends, predict failures, and improve processes are often missed.
Statistical Process Control (SPC) addresses this gap by transforming measurement data into meaningful insights for process monitoring and control.
What Statistical Process Control (SPC) Actually Is
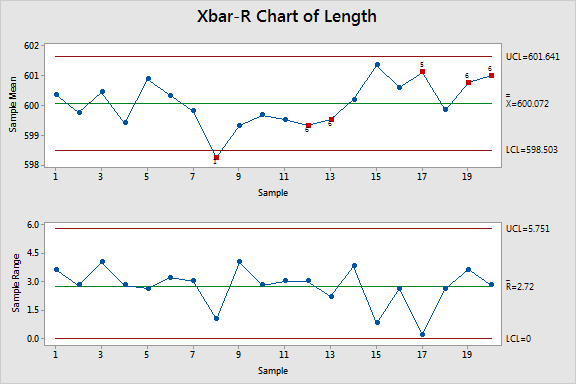
These tools typically include control charts such as X-bar and R charts, process capability analysis (Cp and Cpk), and trend analysis over time. Together, they help evaluate whether a process is stable and operating within expected variation.
These tools typically include control charts such as X-bar and R charts, process capability analysis (Cp and Cpk), and trend analysis over time. Together, they help evaluate whether a process is stable and operating within expected variation.
Role of Video Measuring Systems (VMS) and Coordinate Measurement Machines (CMM) in Statistical Process Control (SPC)
The effectiveness of Statistical Process Control (SPC) depends heavily on the quality of input data. Video Measuring Systems (VMS) and Coordinate Measurement Machines (CMM) provide high measurement accuracy, repeatability, and automated data collection, making them suitable for generating consistent datasets required for statistical analysis.
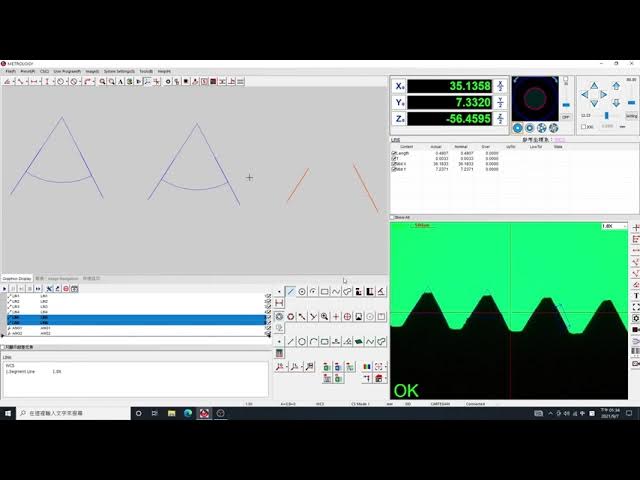
The data collected typically includes dimensional measurements such as length, diameter, and thickness, as well as geometric tolerances like flatness, position, and roundness. Profile and contour measurements may also be included. These values are recorded over time and used for trend analysis in Statistical Process Control (SPC).
In practice, measurement data is usually exported to SPC software, logged into databases or Manufacturing Execution Systems (MES), or analyzed using tools such as Excel. Statistical Process Control (SPC) is applied after measurement, not during the measurement process itself.
Samples for dimensional measurement
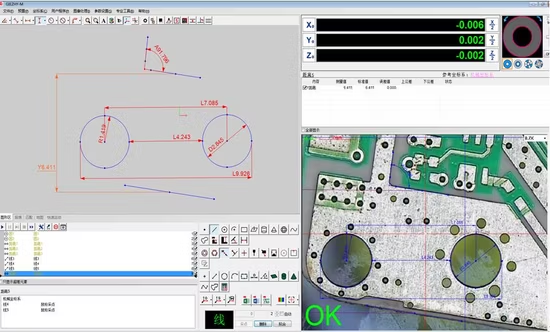
Matching the measurement data to the nominal data
Understanding Variation in Measurement Data
A core objective of Statistical Process Control (SPC) is to understand variation within a process. Not all variation indicates a problem; instead, it must be interpreted correctly to avoid unnecessary adjustments.
Common cause variation refers to natural variation inherent in a stable process. It is expected, predictable, and does not usually require immediate corrective action. In contrast, special cause variation is caused by specific factors such as tool wear, machine faults, or environmental changes, and it requires investigation and correction.
Distinguishing between these two types of variation is essential for maintaining process stability and avoiding incorrect decisions based on misleading data.
Tool wear
Machine fault
Environmental changes
Identifying Process Drift Using Statistical Process Control (SPC)
Process drift refers to a gradual shift in process output over time. Unlike sudden failures, it develops slowly and can be difficult to detect without proper monitoring.
By plotting Video Measuring Systems (VMS) or Coordinate Measurement Machines (CMM) measurement data on control charts, manufacturers can identify gradual trends toward specification limits, consistent directional movement, and non-random patterns in the data. These signals often indicate that the process is shifting away from its intended target.
Early detection of process drift allows corrective actions to be taken before parts go out of specification, reducing scrap and improving process reliability.
The Critical Challenge: Measurement vs Process Variation
One of the most common challenges in Statistical Process Control (SPC) implementation is distinguishing between actual process changes and measurement system variation.
In practice, measurement variation may initially appear as process instability. However, only after further analysis can the true cause be identified. This distinction is critical, as incorrect interpretation can lead to unnecessary process adjustments or missed issues.
For this reason, Statistical Process Control (SPC) often involves a level of “detective work” to ensure that decisions are based on the correct understanding of variation.
Best Practices for Effective Statistical Process Control (SPC) Implementation
To effectively apply Statistical Process Control (SPC) using Video Measuring Systems (VMS) and Coordinate Measurement Machines (CMM)data, it is important to ensure measurement system reliability through regular calibration and Gage R&R studies. This helps confirm that the data being analyzed is accurate and consistent.
Measurement methods should also be standardized, including consistent fixturing and clearly defined measurement procedures, to reduce unnecessary variation introduced by the process itself.
In addition, continuous monitoring using control charts allows trends to be tracked over time, with appropriate control limits set to detect meaningful changes.
Finally, focus should be placed on proper data interpretation. Personnel must be trained to distinguish between normal variation and true process issues, avoiding overreaction to expected fluctuations.
By applying Statistical Process Control (SPC), manufacturers can move beyond simple inspection and toward proactive process control. This shift enables earlier detection of issues, better decision-making, and improved process stability.
Ultimately, quality is not achieved by measuring parts alone, but by understanding and controlling the process that produces them.
 Using Video Measuring Systems (VMS) and Coordinate Measurement Machines (CMM) Measurement Data")