Dimensional inspection systems such as Video Measuring Systems (VMS) play a critical role in modern manufacturing by providing accurate and repeatable measurement data.
However, as production demands increase, accuracy alone is no longer sufficient. The ability to perform measurements efficiently and consistently across large numbers of parts becomes equally important.
While both manualand automaticVideo Measuring Systems (VMS) are capable of achieving the same measurement results, they differ significantly in how those measurements are carried out. This distinction becomes especially important in high-volume inspection environments, where time, consistency, and operator workload must be carefully managed.
In a manual Video Measuring System (VMS) setup, the measurement software is used to define features, dimensions, measurement programs, and more. Operators are able to create structured inspection routines and define geometric features and tolerances within the system.
However, the execution of these measurements remains operator-driven. The operator must physically move the stage along the X, Y, and Z axes, align the part using visual feedback, and navigate to each feature before taking a measurement.
Even when a measurement program is initiated, positioning is still performed manually at every step. This provides flexibility, particularly for prototypes, low-volume production, or parts that vary frequently. At the same time, it introduces variability, since measurement consistency depends on operator technique and experience.
Once a measurement program is created and validated, the automatic Video Measuring System (VMS)is able to move the stage automatically to each feature, perform alignment based on programmed references, and execute measurements without continuous operator input.
In this setup, the operator’s role shifts toward preparing the part, initiating the program, and reviewing the results. The measurement logic remains the same, but the execution becomes automated, allowing the same sequence of movements and measurements to be repeated consistently across multiple parts.
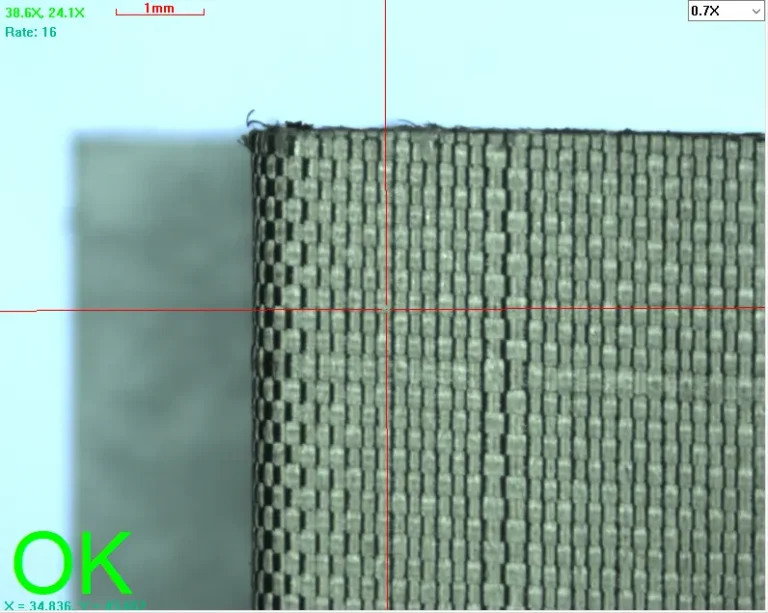
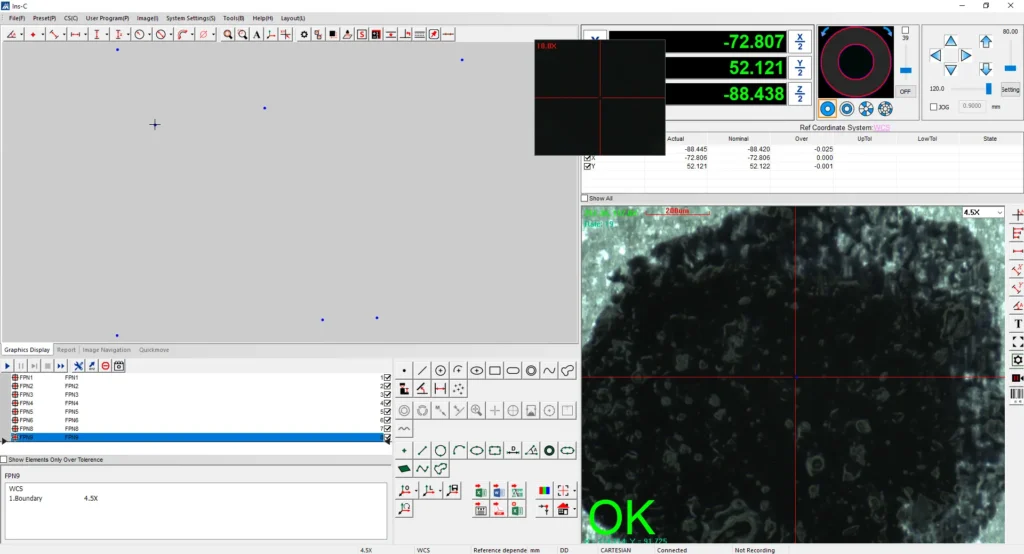
Measuring the depth (Z axis) of a sample at multiple points
Using the Hexa Series (Manual Video Measurement Machine) requires manual operator handling
The Nimbus Series (Fully Automatic Video Measuring System) controls stage movement automatically during measurement
What is Part Calibration in the VMS Software?
Part Calibration in the measurement software of the Video Measuring System (VMS) defines how a measurement program is executed. This includes the sequence of measurements, feature detection parameters, and alignment strategies used during inspection.
In practical terms, the program defines not only what is measured, but also how the VMSmoves and positions itself to perform those measurements. A well-developed program ensures consistency and efficiency, while a poorly designed one can introduce systematic errors.
Manual vs Automatic Video Measuring Systems (VMS)
The distinction between manualand automaticVideo Measuring Systems (VMS) is often misunderstood. It is not a difference in software capability, as both systems are able to create measurement routines, define GD&T features, and generate inspection reports.
The true difference lies in execution. In manual VMS, the operator controls stage movement and alignment throughout the measurement process. In automatic VMS, these movements are controlled by the program.
This creates a fundamental shift in how consistency is achieved. In manual VMS, consistency depends on the operator’s ability to repeat positioning accurately. In automatic VMS, consistency depends on how well the measurement program is defined and executed.
Manual vs Automatic Video Measurinag Systems (VMS) Comparison Table
High-Volume Inspection: Where Automation Becomes Essential
The advantages of automatic Video Measuring System (VMS) become more apparent in high-volume inspection environments. In manual workflows, even when a measurement sequence is defined, the operator must repeatedly reposition each part, adjust the stage for every feature, and perform alignment for each measurement. This process is repeated for every sample, which increases both inspection time and operator workload.
In contrast, automatic Video Measuring Systems (VMS) streamline this process by executing the measurement routine automatically. Stage movement is handled by the VMS, and operator involvement is largely limited to initial setup and part loading.
This difference becomes especially significant when dealing with multiple parts. After the first part is measured and the program is established, subsequent parts may not be placed in exactly the same position. The automatic VMS compensates for this using programmed alignment, allowing measurement to continue without manual repositioning.
In a manual VMS, these adjustments must be performed by the operator for every part. While manageable at small scales, this becomes increasingly inefficient as the number of parts grows.
At a larger scale, the impact is clear. Inspection time increases, operator workload becomes heavier, and measurement variation is more likely to occur. What is repetitive effort in manual VMS becomes standardized execution in automatic VMS.
However, while automated VMS improves speed and consistency, it should not replace operator awareness. Proper setup and periodic verification are still necessary to ensure that measurements remain accurate and reliable.
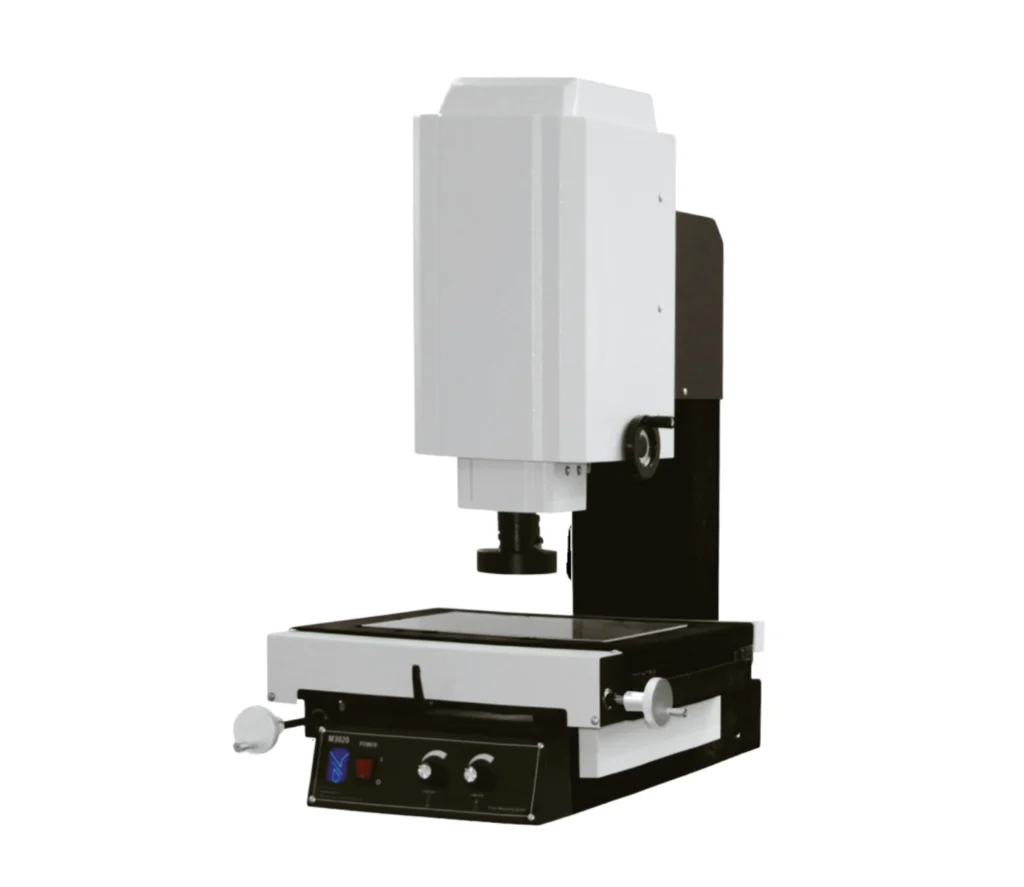
The inspection process in high-volume production can be streamlined with automatic inspection equipment
Best Practices for Collecting Measurement Data
To ensure reliable measurement results, measurement data should always be validated using known reference parts or nominal data. This helps confirm that the defined routines and alignment strategies are functioning as intended.
Consistent fixturing and part positioning should also be maintained to minimize variation during measurement. Since Video Measuring Systems (VMS) relies heavily on optical detection, lighting and focus conditions must be properly optimized to ensure accurate feature recognition.
Measurement programs should be reviewed and updated periodically to ensure they remain suitable for the application, especially when there are changes in part design or inspection requirements. Periodic manual checks should be carried out to verify that the VMScontinues to perform as expected.
Conclusion
Manualand automaticVideo Measuring Systems (VMS) are built on the same measurement principles and software capabilities. The key difference is not what they can measure, but how those measurements are carried out.
Manual VMS provides flexibility through operator control, while automatic VMS provides consistency through programmed execution. As inspection demands increase, the ability to standardize measurement processes becomes more important.
Automation does not change the measurement itself, but it changes how consistently that measurement is performed. Ultimately, the effectiveness of either approach depends on how well the system, the program, and the operator work together.

 Comparison Table")

