Probe Technology in Coordinate Measuring Machines (CMM): Touch Trigger Probe vs Scanning Probe
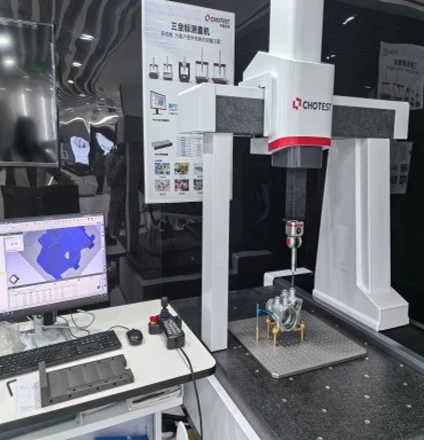
Within a Coordinate Measuring Machine (CMM), the probe plays a critical role as the interface between the machine and the measured workpiece. While the Coordinate Measuring Machine (CMM) itself provides precise motion control and positioning, the probe determines how measurement data is captured from the workpiece surface. As different measurement tasks require different methods of data acquisition, various probe technologies have been developed to meet these inspection needs.
A typical Coordinate Measuring Machine (CMM) probe assembly consists of several components, such as the probe head, probe, and stylus. The probe is mounted to the machine’s quill through the probe head and may support one or more styli depending on the measurement requirements. The stylus, which comes in various shapes such as pointed, conical, or ball-ended tips, is the part that physically interacts with the workpiece surface during measurement.
As the Coordinate Measuring Machine (CMM) moves the probe along its controlled axes, any excessive force caused by the contact could distort either the probe or the workpiece part being measured. To ensure accurate measurements, many modern probes incorporate electronic sensing technologies that regulate contact pressure and detect probe deflection. A common example is the touch trigger probe, which detects contact through changes in electrical signals when the stylus touches the surface.
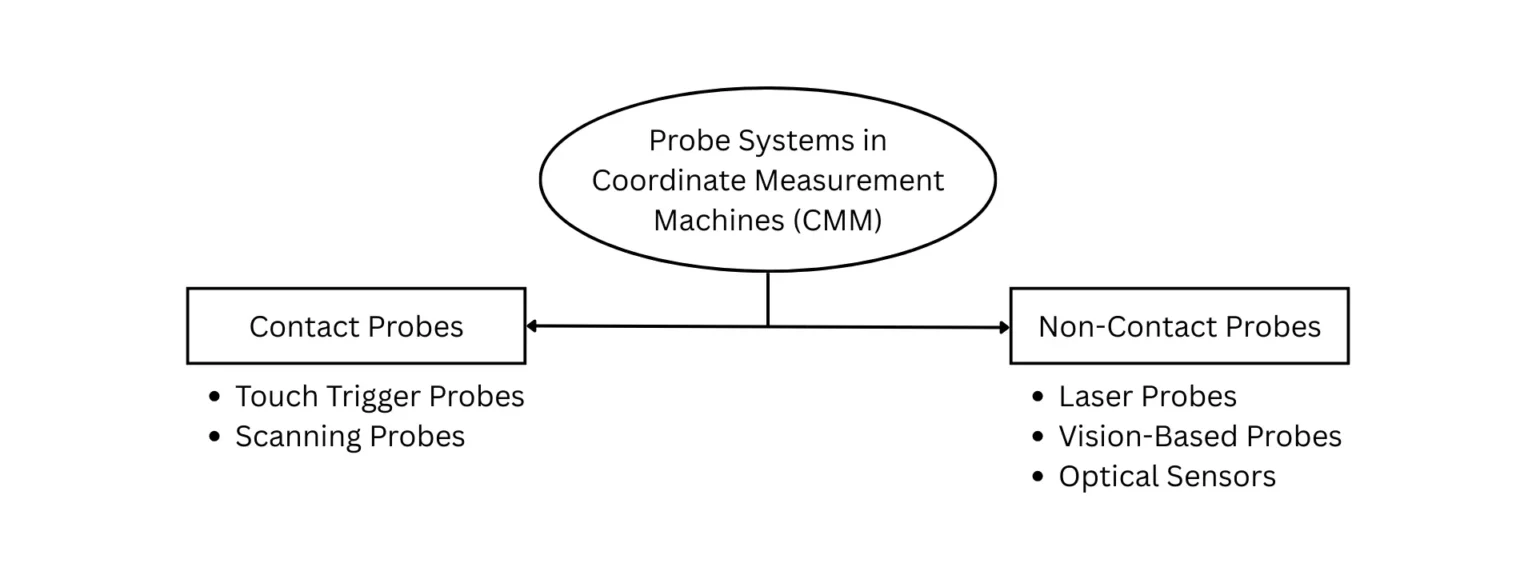
The probe systems used in a Coordinate Measuring Machine (CMM) can generally be classified into two categories: contact probes and non-contact probes. Contact probes physically touch the workpiece to collect measurement data, while non-contact probes use laser or optical-based technologies to capture surface information without direct contact.
Examples of Probe Systems in Coordinate Measurement Machines (CMM)
Following this classification, contact probes remain one of the most widely used measurement technologies in coordinate metrology due to their reliability and high accuracy in dimensional inspection. Among the available contact probe technologies, touch trigger probes and scanning probes are two of the most commonly used methods, each offering distinct advantages depending on the complexity of the measurement task.
A touch trigger probe records a measurement point when the stylus makes contact with the surface of the workpiece. When contact occurs, the probe generates a trigger signal that instructs the Coordinate Measuring Machine (CMM) to record the exact coordinate of that point. The machine then retracts the probe and moves to the next programmed measurement location.
This point-by-point measurement approach makes touch trigger probes particularly suitable for inspecting discrete features such as holes, slots, and planar surfaces. Because the probe collects individual data points at specific locations, it is widely used for dimensional verification and Geometric Dimensioning and Tolerancing (GD&T) applications where precise point measurements are required.
While touch trigger probes collect measurements one point at a time, another important contact probing method used in Coordinate Measuring Machines (CMM) is scanning probes. Scanning probes differ in that they maintain continuous contact with the surface of the workpiece while the probe moves along a defined measurement path. Instead of recording a single point upon contact, the probe continuously collects coordinate data as it travels across the surface.
This continuous data acquisition allows scanning probes to capture a large number of measurement points in a short period of time, making them highly effective for evaluating complex geometries and surface profiles. Scanning probes are particularly useful for inspecting curved surfaces, freeform geometries, and components that require detailed form analysis.
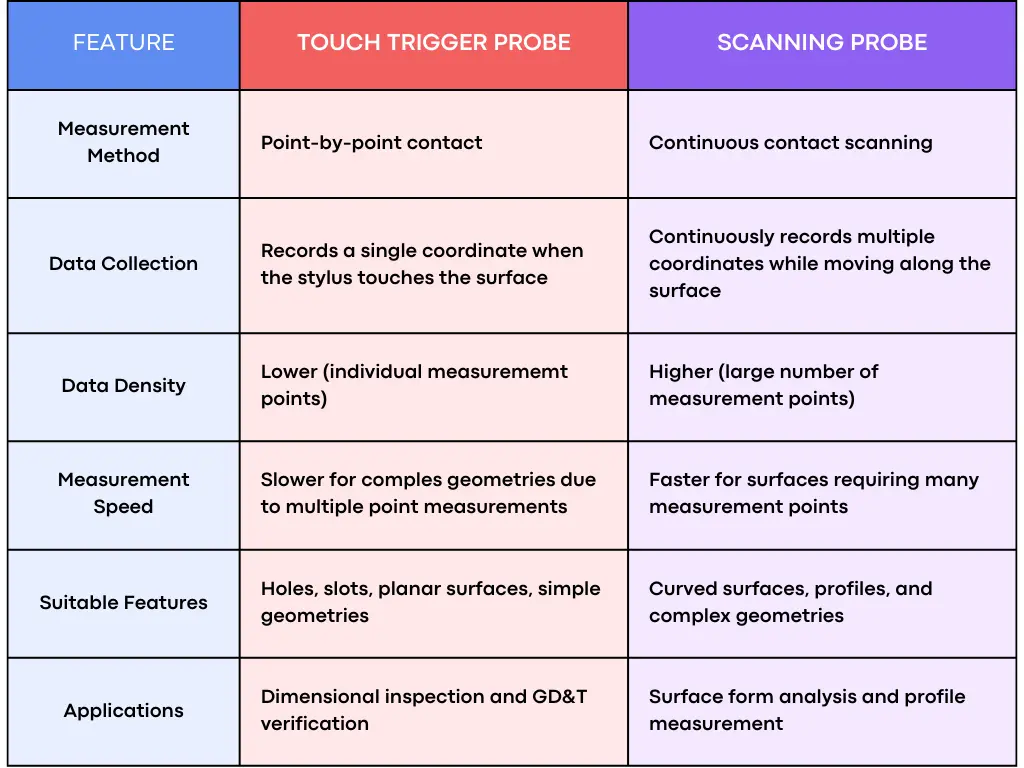
Although both probe technologies are used for contact measurement, they differ significantly in their measurement approach and applications. The key differences between touch trigger probes and scanning probes are summarized in the comparison below.
Summary of the differences between Touch Trigger Probes and Scanning Probes
Coordinate Measuring Machines (CMM) are often designed to support multiple probe technologies in order to accommodate different inspection requirements. For example, the Mars Classic Small Moving-Bridge CMM and Mizar Silver Small Moving-Bridge CMM support both touch trigger probes and scanning probes, enabling manufacturers to perform a wide range of dimensional and form measurements within a single system. Coordinate Measuring Machines (CMM) such as the ZEISS Micura Coordinate Measuring Machine (CMM) support active scanning technologies like the VAST probe system, enabling high-speed data acquisition for complex geometries and form analysis.
Mars Classic Small Moving-Bridge Coordinate Measurement machine (CMM)
Mizar Silver Small Moving-Bridge CMM
ZEISS Micura Coordinate Measuring Machine (CMM)
Conclusion
Touch trigger probes and scanning probes each play important roles in coordinate metrology. While touch trigger probes are widely used for general dimensional inspection, scanning probes provide enhanced capabilities for measuring complex surfaces and form deviations.
By supporting multiple probe technologies, modern Coordinate Measuring Machines (CMM) allow manufacturers to select the most suitable measurement strategy for their specific inspection needs.