The Science Behind Non-Contact Optical Measurement in Video Measurement Systems (VMS)
Non-contact optical measurement refers to the acquisition of dimensional and geometric data without physically touching the measured component. Instead of mechanical probes, these systems rely on controlled illumination, precision optics, and digital imaging to extract measurable information from reflected or transmitted light.
As manufacturing tolerances continue to tighten and component geometries become increasingly intricate, traditional contact-based measurement methods face inherent limitations. Mechanical probing introduces physical interaction between the instrument and the workpiece, which can affect measurement outcomes. This is particularly prominent when inspecting delicate, miniature, or high-precision components. Therefore, non-contact optical measurements are more suitable in such environments.
Characteristics of non-contact optical measurement
Several defining characteristics of non-contact optical measurement are:
1. No Physical Interaction with the Workpiece
Measurement is performed without mechanical contact, eliminating probe-induced deformation and surface wear.
2. Light as the Measurement Carrier
Reflected or transmitted light is used to capture dimensional and surface information.
3. High-Speed Data Acquisition
Digital imaging sensors enable rapid capture and processing of measurement data.
4. High Spatial Resolution
Optical magnification allows detection of fine geometric features at micron-level scales.
5. Digitally Processed Measurement Data
Image processing algorithms convert optical information into quantifiable dimensional values.
Among the various implementations of non-contact optical measurement technologies, Video Measurement Systems (VMS) are widely adopted for precise two-dimensional inspection in industrial manufacturing. A Video Measurement System (VMS) performs measurement by combining optical imaging principles, controlled illumination, precision motion control, and digital data processing.
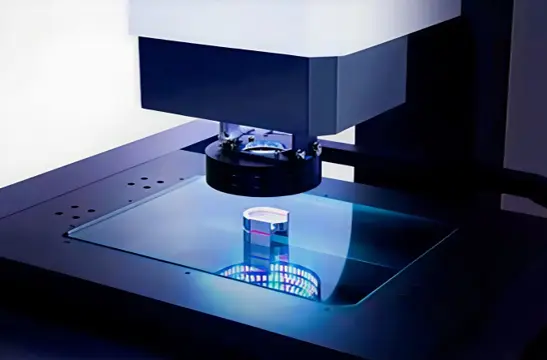
1. Illumination
Illumination plays a fundamental role in optical measurement because dimensional evaluation relies on clearly defined boundaries between a workpiece and its background. By regulating light intensity and direction, optical systems can enhance edge visibility while minimizing shadowing and overexposure.
In the Arc Series (Semi Auto Video Measurement System), illumination is achieved through an adjustable five-ring, eight-section white LED transmitted lighting system with software-assisted dimming control. This segmented lighting configuration enables precise optical contrast optimization across different materials and surface conditions.
2. Optical System
The optical system magnifies and transmits the image of the workpiece onto a digital sensor while minimizing distortion. Stable magnification and image clarity are essential to maintaining dimensional accuracy.
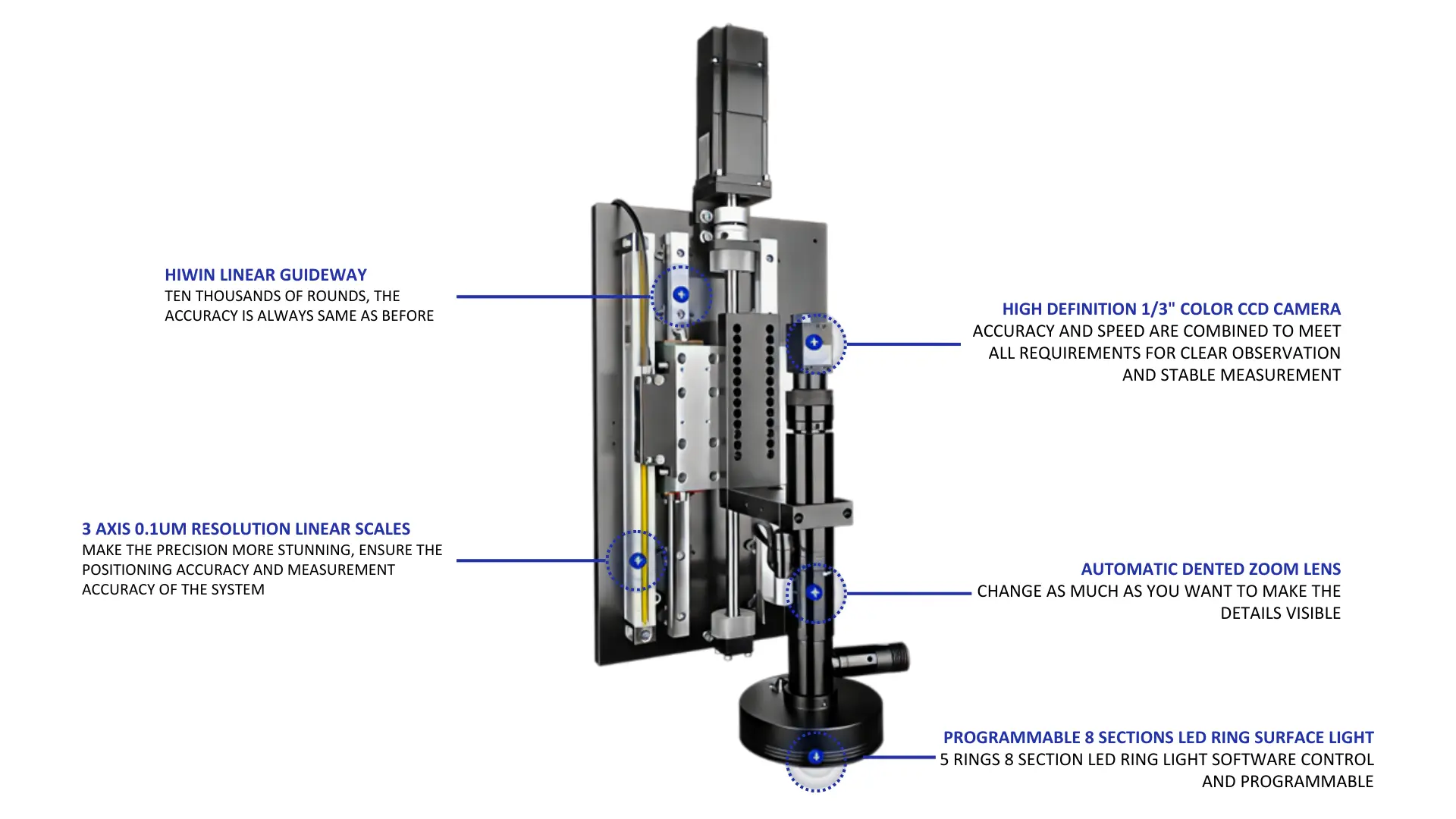
The Arc Series (Semi Auto Video Measurement System) employs an automatic detented zoom lens that enables adjustable magnification according to inspection requirements. This allows operators to balance field coverage and feature visibility when measuring workpieces of varying sizes.
3. Image Acquisition and Digital Conversion
Once optical imaging is established, the Arc Series (Semi Auto Video Measurement System) uses a high-definition 1/3” color Charge-Coupled Device (CCD) camera to capture the visual data. After calibration, each pixel corresponds to a defined physical distance, enabling accurate dimensional extraction from digital images.
4. Image Processing and Edge Detection
Captured images are processed using software tools that perform computational analysis based on Geometric Dimensioning and Tolerancing (GD&T) principles. This enables the evaluation of workpiece characteristics such as position, form, and orientation according to engineering design specifications.
5. Motion Control and Coordinate Mapping
Precision motion mechanisms ensure consistent positional control throughout the measurement process. The Arc Series (Semi Auto Video Measurement System) integrates Hiwin linear guideways and three-axis linear scales with 0.1 μm resolution. The guideways provide mechanical stability and repeatability during continuous operation, while the linear scales deliver high-precision positional feedback for accurate coordinate mapping.
features and components of Hansvue's Video Measurement System (VMS)
Programmable LED lights
Automatic Zoom Lens
HD Charge-Coupled Device (CCD) Camera
High Accuracy Linear Scale
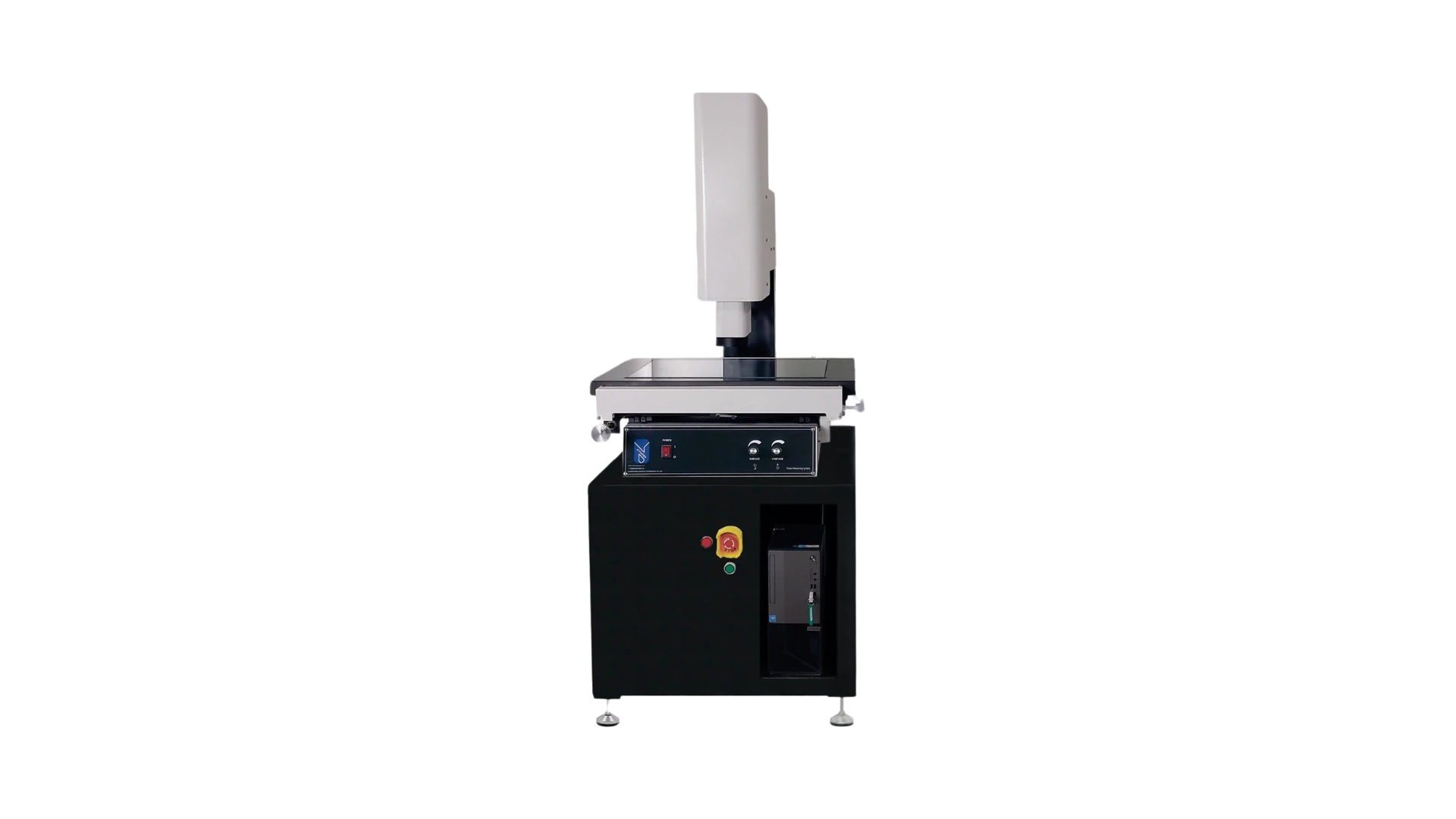
Arc Series (Semi Auto Video Measurement System)
Conclusion
Non-contact optical measurement represents a significant advancement in industrial metrology by enabling precise, efficient, and non-invasive dimensional inspection. In modern manufacturing environments where workpiece complexity and tolerance demands continue to increase, Video Measurement Systems (VMS) provide a stable and scalable solution for quality assurance.
By integrating controlled illumination, precision optics, digital imaging, and standards-based dimensional analysis, Video Measurement Systems (VMS) supports manufacturers in achieving consistent measurement accuracy while preserving workpiece integrity.